Obróbka detali
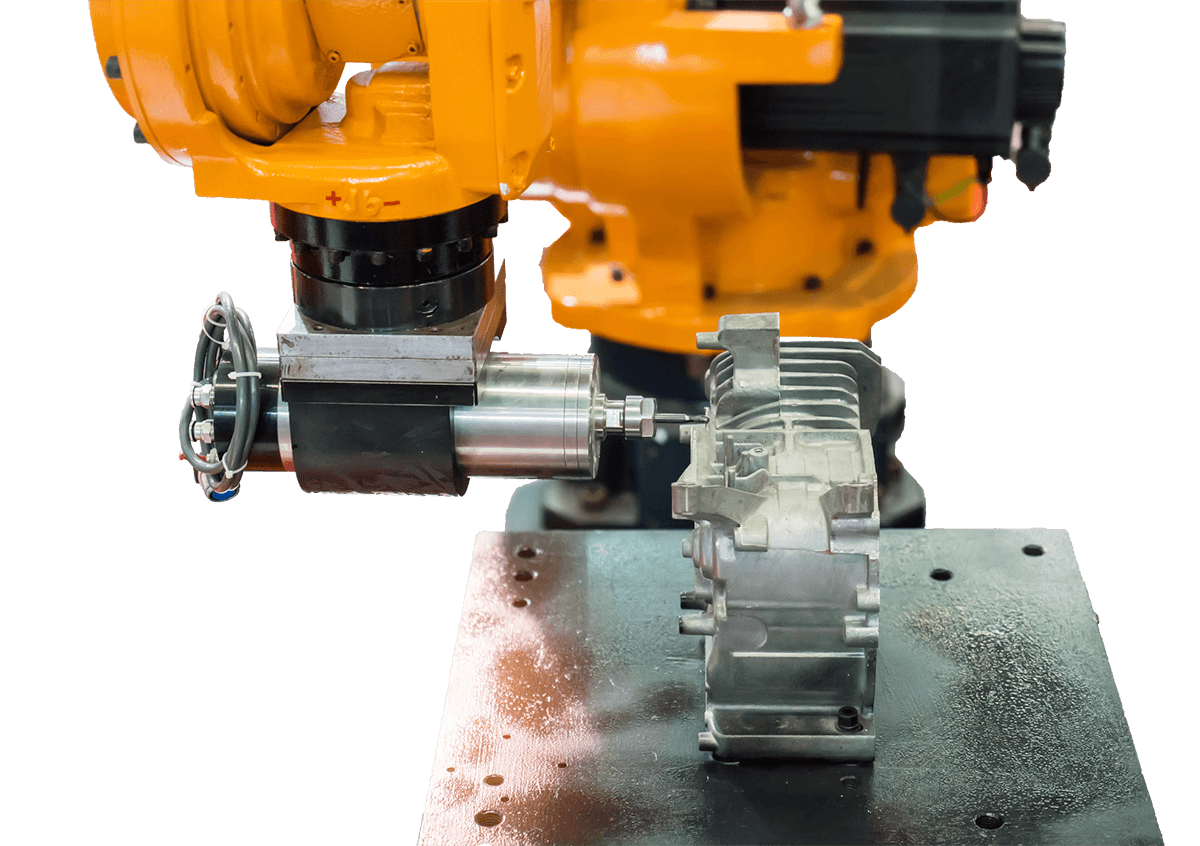
Stosując robota przemysłowego jako centrum obróbcze, możemy:
\ przeprowadzić obróbkę CNC,
\ nakładać masy klejowe lub uszczelniające,
\ realizować cięcie laserowe lub plazmowe,
\ realizować cięcie mechaniczne,
\ przeprowadzać procesy montażowe,
\ prowadzić automatyczne pomiary i inspekcje,
\ lutować,
\ polerować,
\ gratować,
zrobotyzowane:
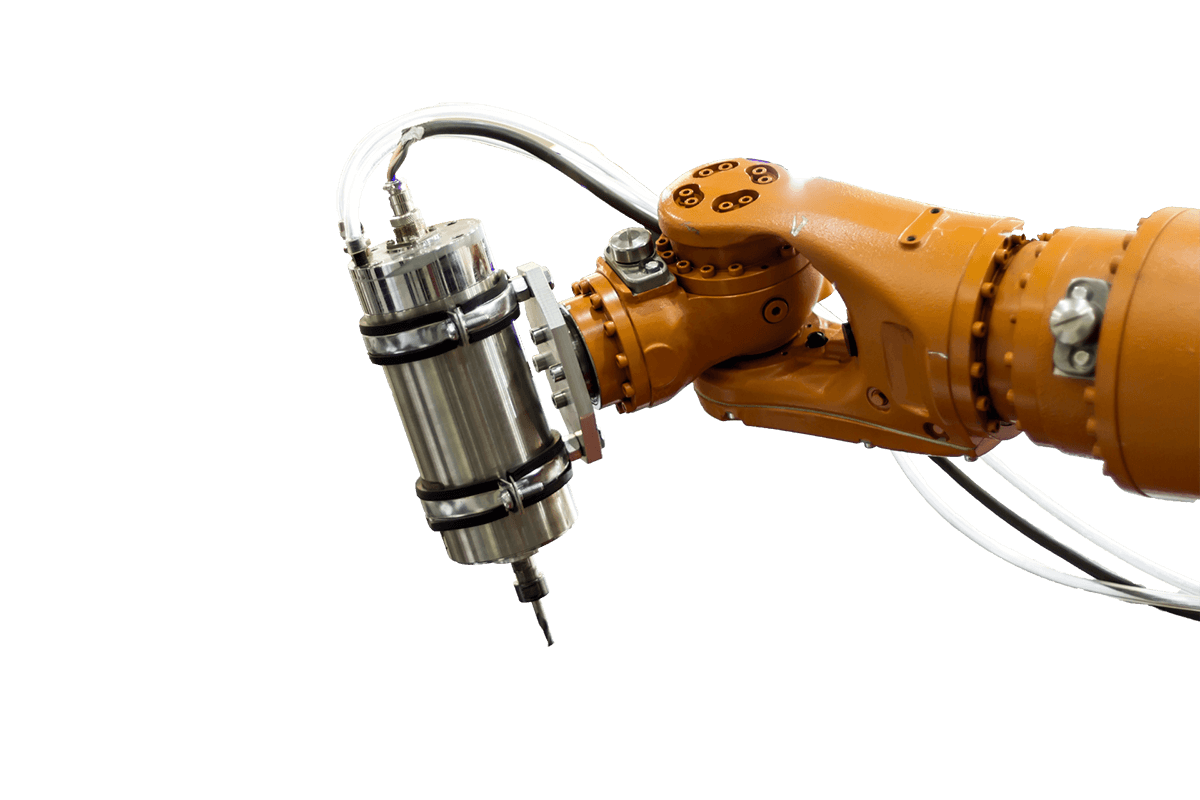
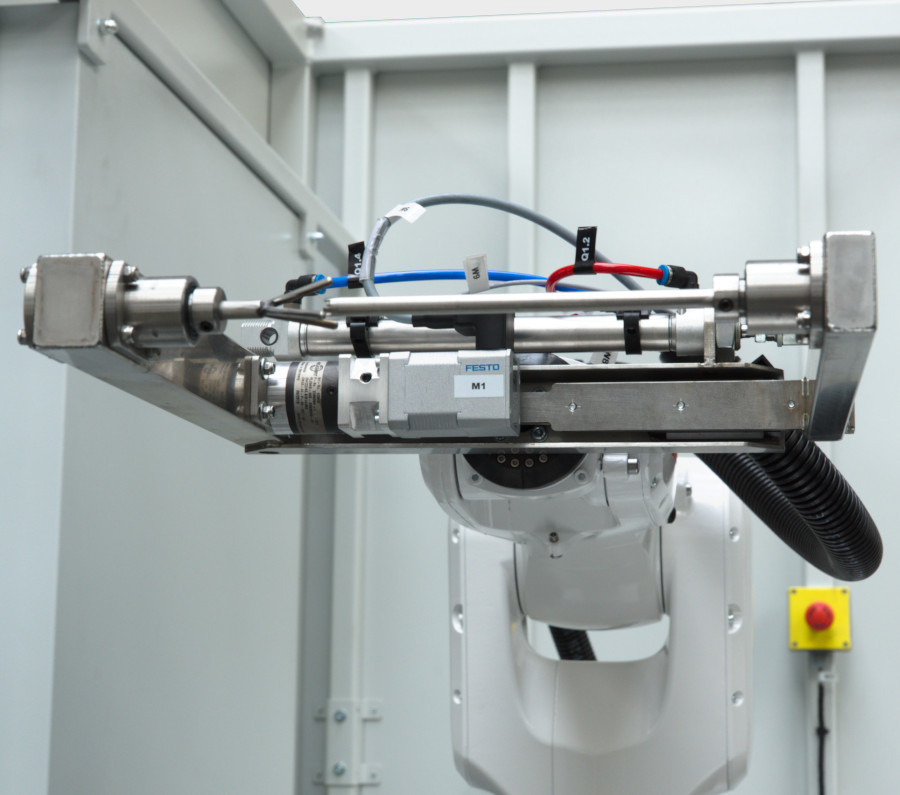
Dostępne rodzaje głowic obróbczych:
\ wrzeciona elektryczne, pneumatyczne, hydrauliczne,
\ głowice ciśnieniowe (myjące lub tnące),
\ głowice do lutowania,
\ palniki,
\ głowice optyczne i wizyjne,
\ pomiarowe,
\ zgrzewadła,
\ nitownice,
\ głowice gratujące,
Dostępne opcje dodatkowe:
\ kompensacja zużycia narzędzia,
\ kompensacja siły docisku,
\ kompensacja temperatury otoczenia,
\ automatyczna kalibracja

CAD/CAM:
Oprogramowanie narzędziowe pozwala na połączenie funkcji CNC i robota. Główną zaletą tego rozwiązania jest obsługa jak dla tradycyjnego układu sterowania CNC, pozwalając jednocześnie na:
\ programowanie robota jak CNC,
\ korekty promienia narzędzi w układzie sterowania,
\ zwiększone wydajności torowe robota,
\ możliwości programowania offline za pomocą systemów CAD/CAM,

Powtarzalność procesu, jakość obróbki, zwiększenie wydajności to tylko kilka podstawowych zalet takich aplikacji. Równie ważne dla osób zarządzających produkcją i odpowiedzialnych za zapewnienie bezpieczeństwa pracowników jest eliminacja zagrożeń w pracach szczególnie niebezpiecznych dla ludzi, przy nieosłoniętych maszynach, wysokiej temperaturze i wysokim zapyleniu.
stanowiska obróbki:
Dla robotyzacji procesu obróbki wymagane jest wyposażenia celi w odpowiedni osprzęt ochronny i pomocniczy.
Dla aplikacji zrobotyzowanych będzie to:
\ ogrodzenie bezpieczeństwa lub obudowa stała dostosowane do prowadzonych procesów produkcji,
\ elementy bezpieczeństwa na załadunku/wyładunku stanowiska (często elementy optyczne lub osłony ruchome nadzorowane),
\ miejscowy pulpit lub panel sterowania.
Dodatkowo w zależności od prowadzonego procesu należy uwzględnić elementy dodatkowe, takie jak:
\ wyciąg wiórów / oparów / mgły olejowej,
\ spływ dla chłodziwa,
\ doprowadzenie mediów niezbędnych dla pracy głowicy i przyrządów,
\ magazynek narzędzi dla procesów wieloetapowych lub o różnym stopniu obróbki.